��һ��䓽Y���ӹ���������
����
����䓽Y���ӹ�����ǰ�����a�ʂ�
�������g�ʂ䣺�D����������OӋ���ӹ�������������ˇԇ
�������Ϝʂ䣺��ُ���z���档
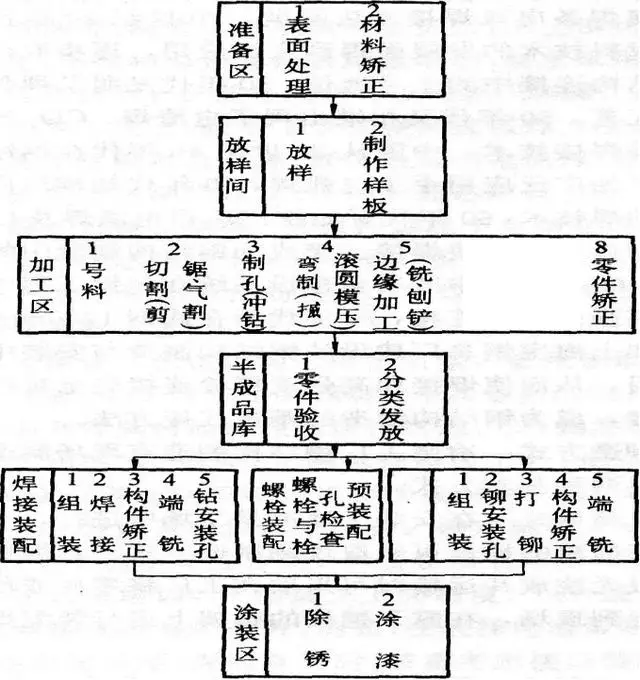
�����C�ߜʂ䣺�\ݔ���ӹ����и�ƿס�߅���ӹ��ȣ������ӡ�Ϳ�b���z�y��
�����ڄӽM���ʂ䣺�طN���I���C�ύ�����ǰ��Ӗ�����g���ס�
��������䓽Y���ӹ�������ˇ
����1.�Řӡ�̖��
����1)��
����䓽Y��������ˇ�еĵ�һ�������Ǹ����aƷʩ��Ԕ�D���㡢�����D��Ҫ����Π�ͳߴ磬��1:1�ı����ѮaƷ���㡢�����Č��w���ڷŘ��_��ƽ���ϣ���ȡ���L���ƳɘӰ���^�̡�
�������ݣ��ˌ��D���İ��b�ߴ�Ϳࣻ��1:1�Ĵ�ӷų����c���ˌ������ֵijߴ磻�����Ӱ�͘ӗU�������ϡ����ơ�㊡��١��ƿȼӹ�������.
������0.50��0.75mm���FƤ�����ϰ������Ӱ壬��ľ�U���Ƥ����F�����ӗU,���L���^�̕r����ľ�ߗU���ӗU���Ӱ呪���Ʊ��棬ֱ�����̽Y�����N����
�����ӹ�����3��5mm(�����տs�����и㊶�)�����Sƫ���1mm��
����Ŀǰ�������S�����Ô��ؼ��g�M�зŘӺ�̖��
����2)̖��(����)
���������Ӱ���䓲��Ϯ��������Č��ӣ������ϸ��N�ӹ�ӛ̖����䓲ĵ��и��������ʂ䡣
������������:�z��ˌ����ϣ��ڲ����τ����и㊡��١��������@�ȼӹ�λ�ã���_�ף���ע������ľ�̖�ȡ�
��������̖�Ϸ������Ϸ����yӋӋ�㷨�����Ͻyһ̖�Ϸ�
����2���и���ϣ�
�����и��nj��ŘӺ�̖�ϵ�����Π��ԭ�������M�����Ϸ��x�����õ��и���У����Cе�и�(���С����)�͵��x���и����N������
�������
�������������c��ȼ���w��Ϯa�����A�����ӟ���ٱ����_��ȼ���ضȲ�ʹ���ٰl�����ҵ��������ų������ğ��ʹ�ӽ���Ҳ����ȼ����ͬ�rͨ�Ը߉������������������ﴵ�����γ�һ�l�MС�����R�ĸ�p��
�������O���`��M�õ��������ȸߣ����и���N��ȵ�䓲ģ������ǎ�������������䓰壬��Ŀǰʹ����V�����и����
����ֱ�����C
�����Cе�и�
����ͨ�^�_����������ĥ���șCе�팍�F��
�����ś_���и��䓰��ȡ�12cm�r�����ü���C���ϛ_���C�и�䓲ģ��ٶȿ졢Ч�ʸߣ����п��Դֲڡ�
�����������и���ù�䏴�����䏙C������䓲ģ������^�á�
������ĥ���и����ĥ��䏴���ɰ݆�и�C���и�䓲ģ��ٶȿ졢���пڲ���❍������
�������x���и�
�������øߜظ��ٵĵ��x���������п�̎���ټ����������ۻ������������и���и��κν��٣��e�����c�^�ߵIJ��P䓼���ɫ�����X���~�ȡ�
����3.����
���������OӋҪ�����üӹ��O���һ���Ĺ��bģ�߰Ѱ�Ļ���䓏��Ƴ�һ���Π�Ĺ�ˇ������һ�����䏝�͟Ꮭ�ɷN������
����(1)�䏝��䓰������䏝�Ĺ�ˇ�����НL�A�C�L���������C�����Լ�픏��������ȣ����N��ˇ�����������ͲĵĽ����Π���|��Ҏ�����돽����������̥Ĥ������ԇ������Ҫ�����ʽ�ӹ����䏝����������ɳߴ�����Sƫ�����������Ҏ����
����(2)�Ꮭ��Ҳ�Q�Џ����nj�䓲ļӟᵽ1000�桫1100��(���Sɫ)�r�����M���Џ�������500�桫550��(����ɫ)֮ǰ�Y����䓲ļӟ��糬�^1100�棬�t�����l����϶������׃�࣬��ʹ�|���������Ͷ�����ʹ�ã������550�棬�t䓲Įa���{������ܱ��C�Џ����|�������һ��Ҫ���պüӟ�ضȡ�
����4.�C��
����䓲��ڴ�š��\ݔ�����\�ͼӹ������^���Е�׃��,��회������ϼ��g�˜ʵ�䓲ġ������M�гC����䓽Y���ijC������ͨ�^������ӟ�������ʹ䓲ķ�׃�Σ�ʹ䓲Ļ��_�����g�˜�Ҫ���ƽֱ����Π
�����C���ķ���������C��(��Q��C��)���Cе�C�����ֹ��C��(��Q��C��)��
�����Ż���C��
�������û��挦䓲��M�оֲ��ӟᣬ���ӟ�̎���Ľ���������Û������a�����s����׃�Σ�ʹ�^�L�Ľ����w�S��s��s�̶���ɵġ�
����Ӱ푳C��Ч�������أ�����ӟ�λ�á��ӟ����ʽ���ӟ�Ĝضȡ�
��������C���ӟ�Ĝضȣ����ڵ�̼䓺���ͨ�ͺϽ�䓞�600��8000C��
�����ƙCе�C��
������ͨ�^���óC���Cʹ�Ù�������䓲������������®a���^��������׃�Σ����_��ƽֱ��Ŀ�ġ�
��������C�C�������ڱ���Ť�������Ť����䓹ܡ���䓡����ĵȵijC����
���������C�C�������ڰ�ġ�䓹ܺ���䓵ijC����
������݁�C���C�������Ͳġ���ĵȵijC����
�������ֹ��C��
���������N���ķ����M�У����������`����ڳC����С���ڄӏ��ȴ�Ч�ʵͶ����ڳC���ߴ��^С��䓲ģ���C���O�䲻����ʹ�Õr���á�
����5.߅���ӹ�
����߅���ӹ��������������и���ɵ�߅��Ӳ��������߅��ȥ2��4mm�����˱��C���p�|������䓰�߅�ٳ��¿ڣ������b��Ĝʴ_�Լ����C�����Ă��f������䓰���ֱ���ƽ��
����߅���ӹ������У��P߅����߅���߅��̼������߅��
�������P߅�����ֹ��P߅�͙Cе�P߅�ɷN���P߅�����Ǵ�ֱ�`��ó��^���L��1/3000���Ҳ��ô���2mm��
��������߅��ʹ�õ��O������߅�C����߅�ӹ�����ֱ߅����б߅�ɷN��һ�����߅�ӹ�����2��4mm��
�������߅��ʹ�õ��O�����߅�C����Ч�ߣ��ܺ��١�
������̼�����٣�ʹ�õ��O���ǚ��٘���Ч�ʸߣ��o�������`��㡣
����6.�ƿ�
���������Tᔿס���˨�ף����@�ɛ_���@�����@�יC�M�У�������䓰塢��䓵Ŀӹ����_���Û_�יC�M�У�һ��ֻ�����^����䓰塢����ϛ_�ף��ҿ�һ���䓲ĵĺ�ȡ�ʩ���F�����ƿ�����@���L�@�ȼӹ���
�����ƿ��ȡ�������Sƫ������OӋ��Ҏ��Ҏ����
����7.�M�b
�����M�b��Ҳ�Qƴ�b���b�䡢�M�����ǰ���ʩ���D��Ҫ���Ѽӹ���ɵĸ�����Ͱ��Ʒ�����b��ɪ����ij�Ʒ��䓽Y���M�b�ķ��������ؘӷ������Ώ����b�䷨�����b�����P�b����̥ģ�b�䷨��
�����ٵؘӷ�����1��1�ı������b��ƽ�_�Ϸų��������ӣ�Ȼ���������ڌ����ϵ�λ�ã��քe�M�b�����ɞ阋�������b�䷽���m������ܡ����ܵ�С�����Y���ĽM�b��
�����ڷ��Ώ����b�䷨�����õؘӷ��M�b�Ɇ��棨��Ƭ���ĽY����Ȼ��λ�c���ι̣����䷭�����������̥ģ�����������b����һ����Y���������ɴνM�b���˷N�b�䷽���m���ڙM���滥�錦�Q����ܽY����
���������b�����������������c��������ķ���λ�ã��x�����϶��»����¶��ϵ�����b�䡣���b�䷽���m���ڷ���ƽ�����߶Ȳ���ĽY�����ߴ�ֱ���ĈAͲ��
�������P�b�����������������P��λ���M�е��b�䡣�m���ڔ��治���L���^��ļ��L������
������̥ģ�b�䷨���������������̥ģ��λ�����b��λ���ϵĽM�b�������˷N�b�䷽���m�������옋���������ȸߵĮaƷ��
����8.����
����������䓽Y���ӹ������е��P�I���E��Ҋ��5�¡�
����9.㊶ˡ��@���b��Ħ����̎��
�����������^�������֧���װ壬���M�ж˲��ƽ��ʹ���������ɳЉ���ֱ�ӂ��f�o�װ壬�ԜpС�B�Ӻ��p�ĺ��_�ߴ磬�乤���ڳC���ϸ���M�С�㊶ˑ�������������ʽ��ȡ��Ҫ�Ĵ�ʩ�����C�ƽ�����c�S����ֱ��
�����@���b��һ���ژ������ú��M�У��Ա��C���^�߾��ȡ�
����Ħ�����̎�����ߏ�����˨Ħ����̎����Ŀ�����ϵ��ֵ�������OӋ��Ҫ��һ���0.45��0.55����Ħ�����̎���ɲ��Ç�ɰ�����衢��ϴ��ɰ݆��ĥ�ȷ�����һ�㑪���OӋҪ���M�У��OӋ�oҪ��rʩ����λ�ɲ����m���ķ����M��ʩ����
����10.���P��Ϳ�b����̖
����Ϳ�b�h���ضȑ�����Ϳ�ϮaƷ�f������Ҏ��,�oҎ���r,�h���ضȑ���5��38��֮�g,������Ȳ�������85%,��������]�нY¶�����۵�,Ϳ�b��4h�ȑ����o�������ꡣ
����䓘�������ij��P�����ͳ��P�ȼ�������Ҏ����Ҏ��,���|��Ҫ���χ��Ҙ˜ʡ�Ϳ�bǰ䓲ı����P�g�ȼ��ͳ��P�ȼ�����Ҏ��������������P�����ͳ��P�ȼ����c�OӋ���õ�Ϳ�����m����
����ʩ���D��ע����Ϳ�b�IJ�λ�Ͱ��b���p̎��30��50mm���������Լ��ߏ�����˨Ħ���B���治��Ϳ�b��Ϳ�ϡ�Ϳ�b�锵��Ϳ�Ӻ�Ⱦ��������OӋ��Ҫ��
��������Ϳ�b��,�����OӋ�D���M�о�̖,��̖��λ�Ñ����ϱ��ڶѷš����ڰ��b�����ڙz���ԭ�t�����ڴ��ͻ���Ҫ�Ę���߀����ע���������ġ����bλ�úͶ�λ��ӛ��ӛ̖����̖�ąR���Y���c�\ݔ�ļ���ʩ���M���OӋ���ļ����|�z�ļ��Ƚyһ����,��̖���ڿ�����պ���ԏ�Ϳ��
�����ġ�䓽Y���Aƴ�b
�����������\ݔ�����b�O�����������ƣ����ߞ��˱��C���b������M�У��ڹ��S�������Ʒ�������OӋҪ��Ŀ��g�O��ԇ�b�����w���ԙz������֮�g���B�Ӡ�r���Q���Aƴ�b��
�����Aƴ�bһ���ƽ���Aƴ�b�����w�Aƴ�b�ɷN��B��ƴ�b�Ę�����̎�����ɠ�B�����Ï��й̶����Aƴ�b�z�ϸ���ژ����Ϙ�ע���¶�λ���ľ����˸��ʾ������������c�ȱ�Ҫ��ӛ����Ҫ�r�����R�r�μ��Ͷ�λ���ȡ������Sƫ�����������Ҏ����
�����Aƴ�b������ƽ�b������ƴƴ�b����ģ��ƴ�b����
����(1)ƽ�b��
����ƽ�b���������㣬���跀���ӹ̴�ʩ��������O�_�ּܣ����p���Ӵ������ƽ���p�����Ӳ������ף����輼�g�ܸߵĺ��ӹ��ˣ����p�|�����ڱ��C��У�������㡢�ʴ_��
�����m��ƴ�b����^С���������������^���䓽Y�������L18m�ԃ���������6m�ԃ��촰�ܼ����21m�ԃȵ���ݼܵ�ƴ�b��
����(2)��ƴƴ�b��
������ƴƴ�b����һ��ƴ�b��ƴ���K�wռ����eС��������O����O����ƴ�b����ƽ�_����ľ�գ���ʡ���Ϻ��r��ʡ�s���������|�����ڱ��C���������O�����K�w���������\����λ���ѷŵ������O�䣬�s�̹��ڣ��K�wƴ�b�B�Ӽ����c��ƴ�Ӻ��p�Ƀ�߅���Qʩ�����ɷ�ֹ�A�Ƙ����B�Ӽ���䓘������c����׃�ζ�ʹ�����K�w�a���ȏ���
����������Oһ����������֧�ܣ��K�wУ�������^�y��䓘������B�ӹ��c���A�Ƙ������B�Ӽ��ĺ������p�^�࣬���Ӻ��Ӳ������y�ȡ�
����(3)����ģ��ƴ�b��
����ģ����ָ���Ϲ������Π��݆����ģ��(��ģ����ģ)����ģ�߁�ƴ�b�M��䓽Y�������ЮaƷ�|���á����aЧ�ʸߵ��S�����c���������İ�ĽY������䓽Y�����������]����ģ�߸��M�b��
������ܽY�����b��ģ���������ԃ��c�Bֱ���ķ����Ƴɣ���Y�����Σ�ʹ��Ч���á�





